Beyond IP Ratings: What Oilfield Engineers Need from Their Connectors
Connectors used in oilfields face temperatures that warp plastics, chemicals that eat seals, vibrations that shake contacts loose, and electrical interference that can turn vital data into noise. Distributors can help find rugged solutions.

Article Contributed by TTI Inc., Jim McNeil, General Manager
Walk into a design review for an oilfield project and you will often hear, “Is it IP68?” But anyone who’s spent time in the field knows that is just the beginning. The real world is messier; connectors face temperatures that warp plastics, chemicals that eat seals, vibrations that shake contacts loose, and electrical interference that can turn vital data into noise.
As distributors, we’re the ones who get the call when a “fully sealed” connector fails after six months in a sour gas environment, when a vibration-prone motor keeps losing signal, or when vital equipment puts your rig down because parts weren’t up to snuff. Our job is not to ship boxes, it is to help engineers avoid these headaches by matching their needs to the right solutions, with the documentation and spares to keep operations moving forward.

From spec sheet to field reality: The questions that matter
When a design engineer reaches out, the conversation quickly moves past catalog numbers to component specifics.
- What’s the worst this connector will see? Is it temperature, chemicals, vibration, pressure, or all the above?
- Is this a one-time install, or will techs be completing multiple mating cycles, in the rain, or with an ROV 2,000 meters down?
- Is this part of critical operations?
- How challenging is redundancy (for the equipment or spare parts)?
- What’s the cost of downtime if equipment fails?
The answers shape the conversation. For example, a “rugged circular” connector perfect for a control panel might be a disaster downhole where only a hermetic feedthrough will survive. Meanwhile, a seal that shrugs off hydrocarbons might swell and crack in the presence of H₂S, causing failure of critical equipment. Each application will be shaped by its specific environmental conditions and how operators engage with the tool.

The distributor’s advantage: Seeing the big picture
Unlike a manufacturer, distributors see the full landscape, knowing which manufacturers are truly off-the-shelf, which are custom in disguise, which seal materials are in stock and which backshells actually fit the cable being used.
A few real-world scenarios can illustrate how a distributor can help engineers get from the “problem” to the “solution you can actually buy.”
Scenario 1: The topside motor that wouldn’t stay quiet
The problem
A land-based drilling operation kept losing clean sensor data from a mud‑pump drive motor. Though the connectors and cables met all requirements for IP68 and published EMC guidelines, the field reality looked different. The variable frequency drive (VFD) on the mud pump was generating heavy harmonic noise, bleeding into sensor loops, intermittently tripping the control system, and halting drilling. After moving to backups and repeatedly replacing multiple sensors, the failures persisted.
The fix
We recommended an EMC-shielded circular connector (think: “E-Series”), paired with a 360° shield-termination backshell and a conductive gasket. The engineer ordered a bundle:
- E-Series connector, size 18, 10-way
- Matching backshell and gasket
- FKM seal kit (for hydrocarbon resistance)
- Dust caps
- Cert pack with EMC and salt-fog test results
The result
The noise disappeared, and the maintenance team had spares and paperwork ready for the next audit.

Scenario 2: Downhole, hermetics only
The problem
A drilling‑tools manufacturer was qualifying a new measurement‑while‑drilling (MWD) tool designed to run in 200 °C temperatures at 15,000 psi while sending real‑time gamma and directional data back to the surface. The tool needed a way to pass signals through a pressure boundary without compromising the integrity of the drill string. For years, the company had relied on an elastomer‑sealed feedthrough but extended thermal‑soak tests revealed seal creep and micro‑leaks the longer the tool stayed at temperature. In other words, the design worked at 150 °C but not at the temperatures and pressures this next generation of wells required.
A leak here meant losing the tool downhole, expensive fishing operations, lost logging data, and hundreds of thousands of dollars in downtime.
The fix
Once we reviewed the thermal and pressure requirements, it was clear the application had reached the limit of elastomeric sealing. We helped the team transition to a hermetic feedthrough, built with a ceramic insulator and compression‑sealed metal housing designed specifically for high pressure and high temperature (HPHT) boundaries. We bundled:
- H-Feedthrough, 8-way, 200°C, 15k psi
- Compression hardware
- Service-side rugged circular connector (PEEK insulator, FKM seal)
- Cert pack with pressure and leak test data
The result
With the new hermetic design, the feedthrough held steady through the full qualification matrix—no leaks, no drift, no surprises. The engineer could finally sign off on HPHT readiness, and the operations team appreciated having the spare feedthroughs and seals stocked locally. The tool entered field trials without redesign delays, and the project avoided the long lead time that often comes with custom HPHT components.

Scenario 3: Subsea, where ROVS rule
The problem
A subsea contractor was developing a sensor harness for a blowout preventer (BOP) control system on a deepwater installation. The harness linked position and pressure sensors on the BOP stack back to the umbilical termination module. This was critical equipment. Connector failure here compromised well-control systems. During early qualification tests, the existing connector design showed leaks during pressure cycling, and ROV pilots struggled with alignment during underwater mating operations. Misalignment risks seawater intrusion and catastrophic failure for well-control infrastructure.
The fix
We supplied a wet-mate connector (“W-Connector” family), with pressure-balanced, oil-filled (PBOF) accessories and ROV alignment guides, designed specifically for subsea environments. The bundle included:
- W-Connector, 6-way, NAB shell
- PBOF kit
- ROV stab-plate guides
- Armor clamp
- Spare seal set
- Cert pack with submersion test results
The result
The ROV team could swap harnesses without flooding the system, and the spares were on the shelf. Long-term subsea deployment with reduced operational risk.

The engineer’s payoff: Fast path from problem to solution
Here’s what makes a distributor’s approach different:
- We ask about the environment, not just the part number.
Is it hot/cold, are chemicals present, vibration, or is electromagnetic interference (EMI) likely? We’ll match the conditions to the right material, seal, and finish. - We bundle everything you need.
Connectors, backshells, seals, caps, and certs—one order, one shipment, no surprises. - We offer alternates and spares.
If there are concerns about delays, we can design in redundancy with a second source. Then we ensure the spares are on our shelves, the customer’s, or both. - We provide the paperwork.
Need ATEX, IECEx, NACE, or RoHS? We’ll send the cert pack with your order.
What to ask for: the checklist
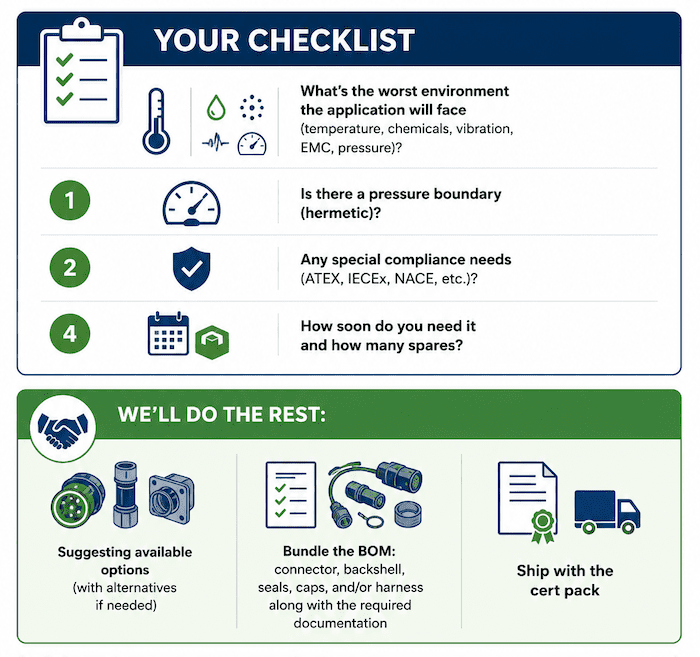
Lessons from the field
- Document failures. Were there “symptoms” before failure? What were operating conditions? What was impact of failure to tool? What was impact of failure on operator’s operation (time, cost, etc.)
- Backup requirements. Will backup tools be required onsite?
- Repair requirements. Can tools be repaired in the field or is shop maintenance required? Time/personnel required to complete repairs?
- Don’t stop at IP ratings. Hermetic where you must, serviceable where you can.
- Standardize and stock spares. Downtime is expensive; a spare on the shelf is cheap insurance.
- Ask for the paperwork up front. It saves weeks at audit time.
Harsh‑environment work will always push equipment to its limits, and connectors are often where those limits show first. Thoughtful planning, clear documentation and a full view of the operating environment are what keep critical systems running when it matters most. The right questions, the right bundles, and the right paperwork make all the difference.
Visit TTI Inc. to learn more.
Like this article? Check out our other Harsh Environment and Ruggedized articles, our Industrial Market Page, and our 2026 Article Archives.
Subscribe to our weekly e-newsletters, follow us on LinkedIn, Twitter, and Facebook, and check out our eBook archives for more applicable, expert-informed connectivity content.




