Testing Semiconductors and the Vital Role of Connectors
Perhaps nothing gets tested more thoroughly or at greater expense than semiconductors. So much is riding on every chip, whether it is going into a SpaceX rocket, a pacemaker, or a plasma TV. The testing process begins before a single chip has been fabricated.
Test and measurement is a critical function in many industries, particularly those that rely on equipment, machinery, or devices that require a high level of accuracy. In today’s connected and automated world, that covers a lot of territory. Sophisticated electronics are highly valuable in industries and applications as diverse as healthcare, aerospace and defense, transportation, data and computing, and energy. Safety, functionality, performance, and cost all factor into the need for reliable testing. Connectors are key components for ensuring it all.
Perhaps nothing gets tested more thoroughly or at greater expense than semiconductors. So much is riding on the speed, accuracy, and efficiency of every chip, whether it is going into a SpaceX rocket, a pacemaker, or a plasma TV. Semiconductor testing occurs at three stages: origination, validation, and production.
Origination
The testing process begins before a single chip has been fabricated. The semiconductor design is tested and revised many times until the targeted performance/firmware attributes are achieved. This process is known as emulation.
“Emulation occurs on a computer, but not just any computer,” explained Keith Guetig, high-speed product director at Samtec. “Emulation requires high performance computing hardware with an advanced matrix of I/O links and nodes. A chip may have 100 million+ signaling gates and, well before tape-out, the designer needs assurance that the targeted performance and functional attributes are being achieved.” The signals need to travel very fast without degrading, requiring high speed and high bandwidth.

Samtec’s SEARAY products are the industry’s largest offering of high-speed, high-density open-pin-field arrays. They support 28+ Gb/s applications and are also certified for break out region trace routing recommendations.
Validation
Once the design is set and the beta round of chips is produced, the next phase of testing is conducted to validate and correlate the performance of the chip product compared to the targets of the design origination. Burn-in is the process of detecting early failures in chips. Manufacturers conduct rigorous tests in extreme conditions such as high voltage, high ambient temperature, or low and high operating frequency. This testing takes place in a lab.
“The goal of this effort is characterizing chip performance. How does it perform within typical application environments? How does the chip function in cases outside the norm? And how does the chip perform within the corner cases?” said Guetig.
Yield equals money is the mantra for silicon chips, said Guetig. In applications such as a data center, a single chip is potentially worth thousands of dollars. The model is high yield and confidence in the finished chip product.
Production
The final fabrication yield can be challenging for silicon producers. Testing each chip is a huge but necessary undertaking. Staggering amounts of data involving high I/O counts are captured and processed within modern automatic test equipment (ATE) hardware. Designing test and measurement equipment for electronics begins with quality and yield in mind. Density, speed, quality are elements that are essential to ATE and test and measurement. The connectors must be highly reliable with a high cycle count and be able to accommodate the largest possible number of I/Os in the smallest possible space.
Selecting the Right Test Connector
When choosing connectors for testing, considerations include electrical, mechanical, and environmental factors, explained Ila Pal, COO at Ironwood Electronics. Electrical factors include contact resistance (the resistance to flow of current), the current capacity of the connector, and signal loss. The resistance gap should be the smallest possible, often 100 milliohm or 150 milliohm. Some applications require more precision, with a resistance gap as small as a few milliohm, Pal said.
When applications require a lot of current — 10 or 20 amps — to pass through the connector, that produces thermal energy in an effect known as Joule heating. “The connector has to be appropriately selected to handle the current. This includes the right material and plating. Typically, a copper-based alloy for good conduction and the electroplated hard gold plating are used,” said Pal.
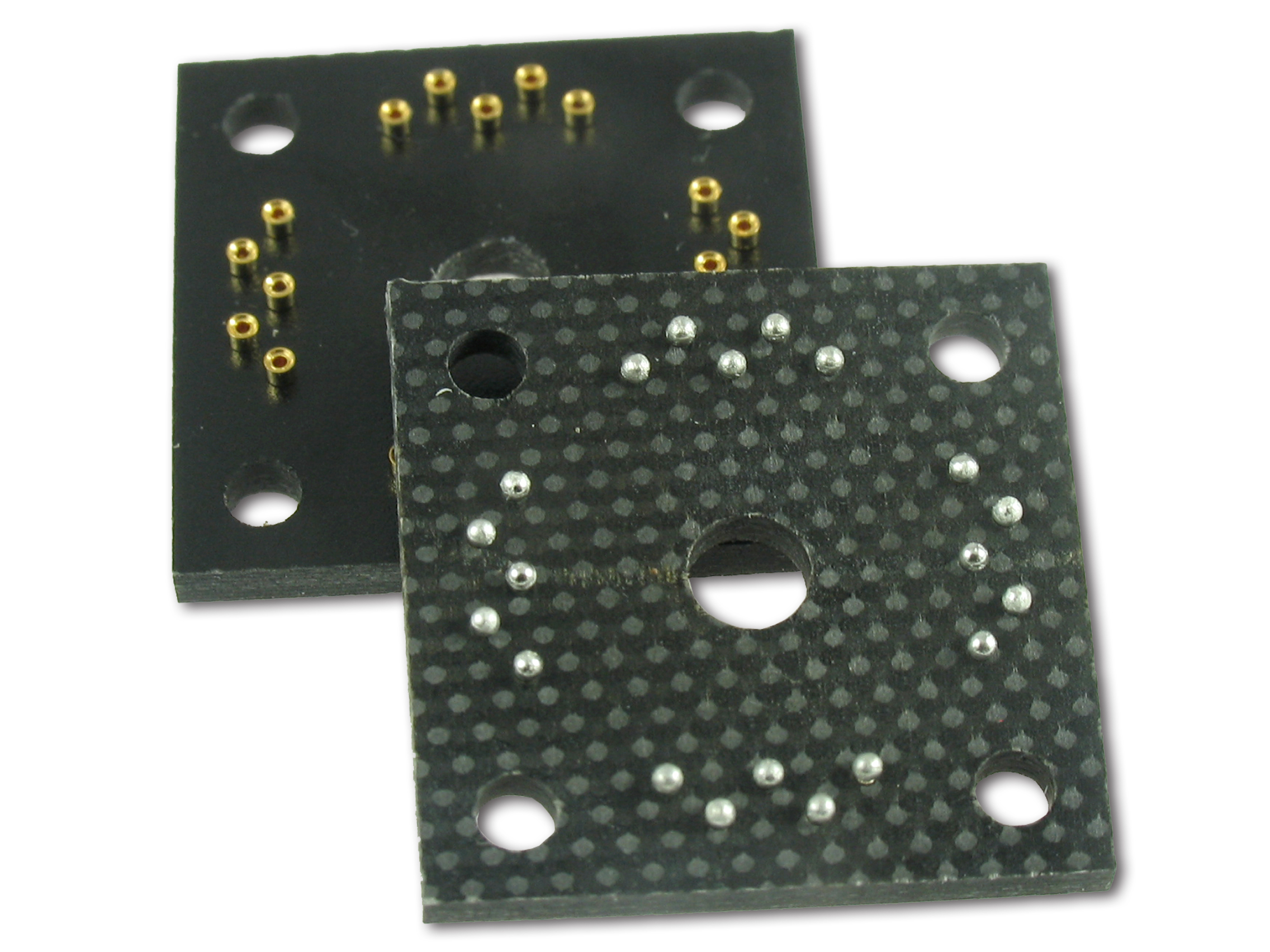
Using this custom connector from Ironwood Electronics, a through-hole device or a daughtercard with pin interface can be placed in a target board which has only SMT pads. These custom parts are made of FR5, gold-plated receptacles, and solder balls. The force needed to mate conventional adapters can exceed 113 pounds or 502 Newton for a 1,000-pin interface. These custom connectors require half the force (56 pounds or 248 Newton) for a 1,000-pin connection.
The signal must travel from one component to the other quickly and without losing integrity. To achieve this, the impedance of the source and destination should match. A 50-ohm matched impedance connector receives and propagates the signal on the other end, preventing the signal from losing its shape, and resulting in excellent transmission and low loss of signal integrity.
Because test connectors typically have a semipermanent connection, meaning they are not soldered, mechanical considerations around repeatedly mating and demating come into play. How many mating cycles can the connectors withstand and what is their retaining force (the quality of the connection) after numerous mating cycles?
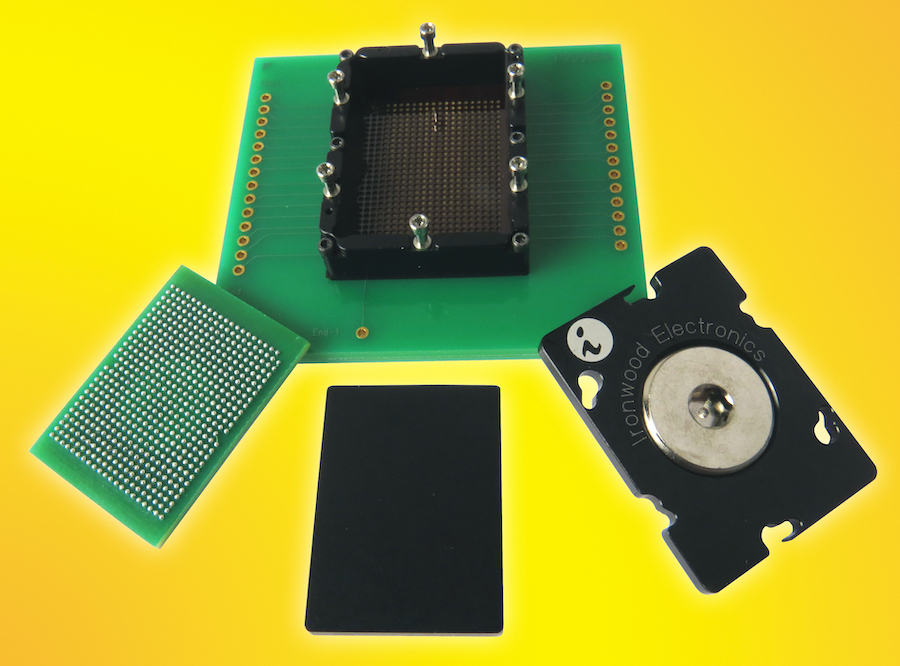
A BGA test socket from Ironwood Electronics is used for prototyping and testing BGA or QFN device applications. These small, cost-effective ZIF sockets provide excellent signal integrity.
Environmental factors such as temperature and humidity must also be considered. The ability of the connectors to function properly in the temperature range of the application is extremely important.
Today’s boom in semiconductor demand is directly driving increased demand in the connector industry. All three stages of chip origination, validation, and production require unique connector products for effective testing. Interconnect durability, speed, and density continue to be key attributes that designers require for test and measurement ecosystems. Connector companies continue to expand their product lines to increase capacity to meet demand and develop innovative new products that can meet enhanced functionality requirements.
Like this article? Check out our other Connector Basics, and test equipment articles, our Transportation and Military and Aerospace Market Pages, and our 2021 and 2020 Article Archives.
- Three Companies, One Mission: Reduce Plastics in Electronic Connectors - July 28, 2026
- Cable Accessories and Tools Product Roundup - July 28, 2026
- Extreme Temperature Innovations for Aerospace and Defense - July 21, 2026




