Shock, Vibration, and Corrosion: Rugged Materials Help Avoid Damaging Effects in High-Performance Automotive Connectors
Connector material selection plays a critical role in ensuring that automotive connectors deliver reliability and performance over the lifespan of a vehicle. The rigors and extremes these systems are exposed to makes it important for designers to consider many factors to specify the right solution.

Electronic architectures in emerging automotive designs demand long-life, rugged connectors whose performance is unimpaired by the effects of shock, vibration, and corrosion. Some automotive connectors are also subject to multiple mating cycles, which adds more complexities to the selection process. Designers must consider the materials used in these rugged systems to protect against shock, vibration, and corrosion. A connector’s plating is also a crucial material element to consider when specifying connectors for a long use life.
Connector Material Selection to Prevent Corrosion
Copper will oxidize and create contact resistance, so it needs to be finished with another layer, such as tin, gold, palladium, or silver (for very high temperatures).
Tin is inexpensive and highly conductive, but it can be subject to fretting corrosion [1] and tin whiskers, which can lead to dangerous conductivity [2]. Fretting corrosion occurs with vibrations over time. These micro movements can lead to oxidation where the tin is making a connection, and ultimately lead to a failed connection. (Specifically, an oxide forms, breaks, and then eventually corrodes the connector away). This can be avoided with lubrication, but tin is typically not used on contact points for high-performance connectors.
The next best plating choice is gold, which is one of the best conductors of electricity. It is a soft metal, so is often hardened into an alloy with an element such as cobalt. Unfortunately, copper can migrate through gold within a year or even months. The industry standard is to use a layer of nickel between the copper and the gold to prevent copper migration. Nickel is desirable because of its resistance to wear and conductivity [3]. Increasingly, more designers are inquiring about silver plating as cost-saving alternative.
To complicate things, harsh or high temperature conditions can speed up the oxidation of copper. This can be addressed with thicker nickel layers or thicker gold layers. Gold plating in the range of 10 micro inches is very porous. While it looks continuous, the pores can provide a way for the base metal to oxidize. For instance, in its Extended Life Product (ELP) version of the Tiger Eye connector, Samtec uses up to 30 micro inches of cobalt gold over a minimum of 50 micro inches of sulfamate nickel over a copper alloy substrate (Figure 1). For any other application, in standard conditions, 10 micro inches of gold would be sufficient. Some new extended life applications are requesting 50 micro inches of gold plating.
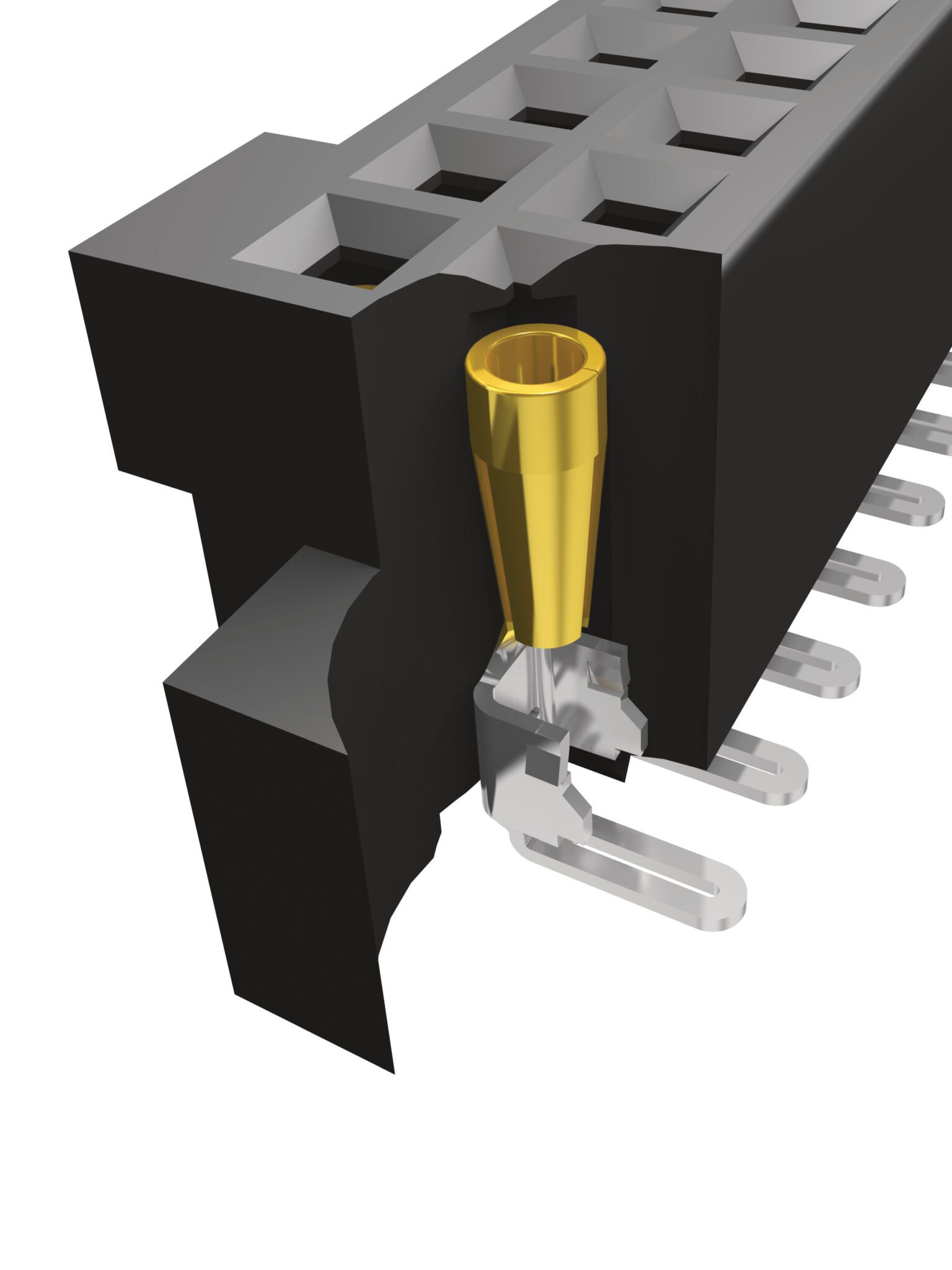
Figure 1: Cobalt gold contacts are plated over sulfamate nickel and BeCu in the Samtec Tiger Eye product. This product features three points of contact and is qualified to 2,500 mating cycles [5].
The de facto industry standard is to use nickel under cobalt-hardened gold up to 125 °C. Gold alternatives are being looked at for higher temperatures. For instance, palladium nickel has the potential to be used between the copper and gold to increase operating temperatures up to 150 °C. Beyond that, plating choices typically include silver for applications well over 200 °C, such as electric vehicle charging.
Connector Material Selection for Shock & Vibration
Numerous outcomes can result when a connector experiences shock and vibration, and a range of tests can be performed to ensure good performance [8]. Perhaps the most common failure is cracked solder joints. When a gold-plated connector is soldered, some gold will migrate into the solder joint. If there is more than 5% gold in the solder joint, it becomes brittle, and any vibration will cause the solder to shatter. It is imperative that in processes using gold-plated connectors the solder joints are extremely well controlled. One way to minimize the risk is to only put gold on the contact point of the connector. This selective gold plating is shown in Figure 2, where the manufacturer’s plating lines deposit nickel on the entire pin and tail, and then put gold only on the contact point (to provide corrosion resistance). This is also a more cost-effective solution than gold-plating the entire pin and tail of the connector.

Figure 2: Selective gold plating of just the contact point, which improves the connector’s performance in the presence of shock and vibration, shown on a Samtec HSEC8-DP Series.
Connector Material Selection to Increase Mating Cycles
Generally speaking, a connector’s mating cycles are determined by the material used for the connector’s contact, plating material, and the plating thickness. ELP connectors made with BeCu contacts and 30 micro inches of gold plating, for instance, can withstand up to 1,000 mating cycles, while inexpensive pins made with tin plating over copper will typically tolerate up to 15 mating cycles.
Connector manufacturers can develop test plans to qualify extended life products. Samtec, for example, qualifies its ELP using ECIA-EIA-364-G, the “Electrical Connector/Socket Test Procedures Including Environmental Classifications” standard, and publishes its test results in the documentation section of the Samtec website.
Future Work
There is still more to be learned to increase mating cycles and improve resistance to corrosion [9]. Work in materials science and mechanical engineering is ongoing in these areas, with efforts underway to increase the hardness of the nickel alloy and to experiment with different plating thicknesses and materials.
Visit Samtec to learn more.
By Jim Koch Industry Manager, Automotive; Alex Wroten High Speed Board to Board and Rugged/Power Product Manager; and Matt Brown Principal Engineer, Samtec Inc.
A version of this article originally appeared in Connector Suppliers Harsh Environment/Remote Locations eBook. Download it today.
References:
[1] Fretting Over Fretting Corrosion, Samtec Blog, 2017.
[2] Wishart, Laura. DETAILED DISCUSSION OF MIL-STD-1353 (PART 1): TIN PLATING. Lectromec white paper.
[3] Wishart, Laura. DETAILED DISCUSSION OF MIL-STD-1353 (PART 2): NICKEL AND GOLD PLATING. Lectromec white paper.
[4] TFM/SFM – Extended Life Testing (2500 Cycles) Report, Samtec website, 2017.
[5] Mixed Flowing Gas Testing Introduction and CALCE MFG Capability, CALCE Research Center, University of Maryland white paper.
[6] Samtec Product Testing Guide, Samtec website.
[7] Scopelliti, Dave. Shaken Not Stirred: Vibration Testing Explained. Samtec website, 2020.
[8] Boesing, Danny. Connector Plating FAQs: What’s New, Shelf Life, Corrosion, Solder Wicking, Samtec website 2022.
Like this article? Check out our other articles on Harsh Environment and Ruggedized, our Automotive Market Page, and our 2023 and 2022 Article Archive.
Subscribe to our weekly e-newsletters, follow us on LinkedIn, Twitter, and Facebook, and check out our eBook archives for more applicable, expert-informed connectivity content.




