Evolution of a Crimp Tool
Evolution of a Crimp Tool
Telecommunications, aerospace, or automotive — regardless of industry, standards were written to set a precedent to ensure safety, reliability, repeatability, and overall performance of a solderless (crimped) electrical connection. The American Society for Testing & Materials defines a reliable crimped connection as one that is “capable of maintaining the contact between the conductor and crimp barrel so that a stable electrical connection is maintained when it is exposed to the conditions it was designed to endure during its useful life” (ASTM B913, Standard Test Method for Evaluation of Crimped Electrical Connections, 2010). So, what criteria are used by the professional installer when choosing the proper wire termination tooling?
Performance Criteria and Industry Standards
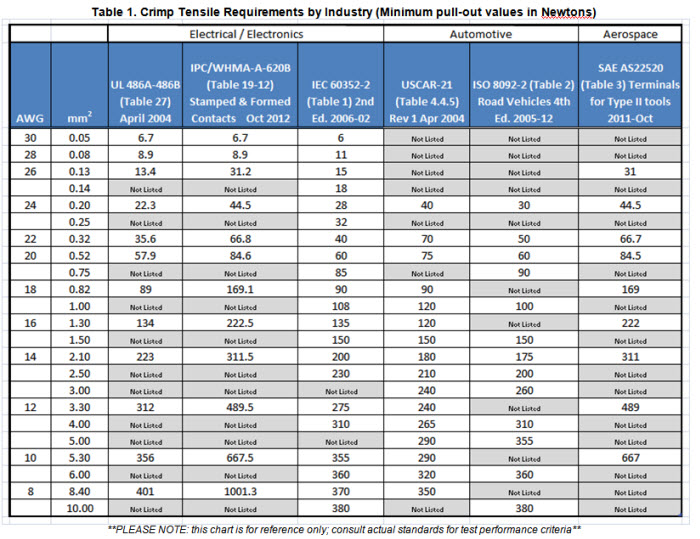
Properly designed electrical connectors and terminals include crimp characteristics and attributes to ensure performance in critical applications. The quality and consistency of a wire crimp connection relies heavily on the quality and consistency of the tooling used to produce that connection. Most of today’s electronics industries specify a required crimp height or crimp compression ratio, along with a minimum required tensile strength, to ensure the integrity of the crimped connection. Table 1 illustrates how different industries require slightly different results to ensure a connection that is mechanically and electrically stable in varying environments. Professional tool designers use those guidelines to create a tooling solution that offers the optimum combination of tensile strength, mechanical stability, and electrical conductivity.
Design Elements for a Professional Connection
Although contact geometry and material selection are important design elements of the connectors and terminals, the mechanical advantage and ergonomic design of the crimp tool play a significant role in allowing the end-user to make a consistent and reliable connection every time, especially when utilizing a manual crimping process. Some of those elements include:
- Human factors, such as grip size and shape
- Mechanical advantage, such as load distribution
- Full crimp cycle ratchet mechanism
- Jaw opening in scissor-action tools
Human factors and ergonomics have long been studied and implemented to reduce the risk of workplace injuries and repetitive motion stress injuries. There is a fine balance in designing a professional tool with the proper mechanical advantage to perform work efficiently, as well as one that fits in the hand comfortably and operates safely. Specialized, professional tools must accommodate a various range of work tasks, while managing the ongoing challenge of effective human factors for a wide variety of end-user techniques and applications. Consequently, the tool shown in Figure 1 is not considered a professional hand tool for continuous use.
Design Elements: The Power Grip of the Hand
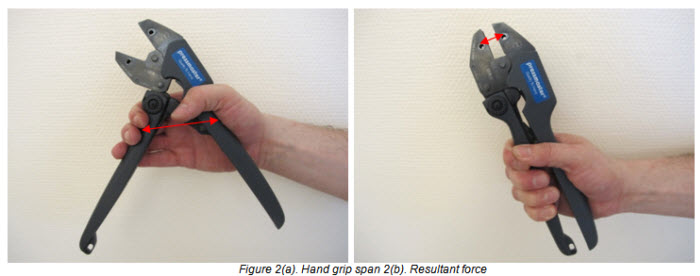
Fransson & Winkel (1991)1 presented a study with regard to the optimum hand-arm function and performance, and concluded the optimum design guideline for grip span width relative to the hand position in the power grip. The power grip of the hand combines the fingers formed on one side of the object with the palm on the opposite side of the object, and thus produces the greatest amount of force. Figures 2 (a) and (b) illustrate the hand grip span and the resultant force on the jaws of the tool.
Test subjects included male and female, with an average age in the mid-30s and of average build and stature. The highest resultant force was obtained when using the traditional grip, and statistically defined the optimum hand grip span as 50-60mm for females and 55-65mm for males.
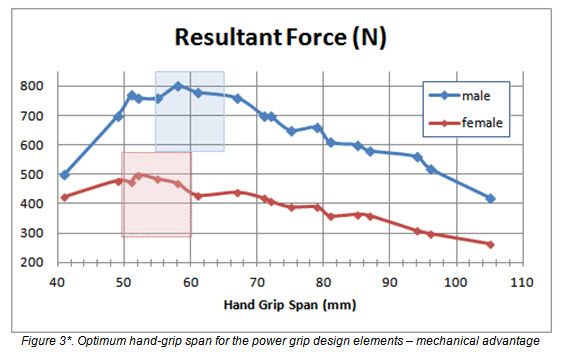
*Figure 3 adapted from Charlotte Fransson & Jorgen Winkel (1991): Hand strength: The influence of grip span and grip type, Ergonomics, 34:7, 881-892
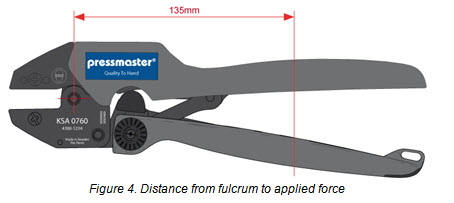
In simple terms, mechanical advantage of a hand tool is the ratio of the force applied by the tool at the point of “work” to the force (or effort) applied on the handle or grip. The ratio of forces is inversely proportional to the distances from the pivot or fulcrum. Tooling designers who maximize the mechanical advantage, bearing in mind the optimum power grip span, will better support user diversity and reduce human factor-related injuries.
Pressmaster AB performed a benchmark study to confirm the effects of excellent frame design and mechanical advantage to reduce user handle force, and thus improve productivity. A Pressmaster K67 Ergonomic crimp tool frame, a “C-frame” from Pressmaster’s original product line, and three leading competitive frames were adapted with dies to crimp an industry standard M10, 4-6mm2 (yellow) insulated ring terminal onto LAPP 6mm2 cable. Each tool was placed in a holding fixture to ensure the measurements taken for the applied force on the handle were located at the exact same distance from the fulcrum, illustrated in Figure 4.
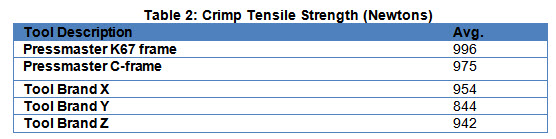
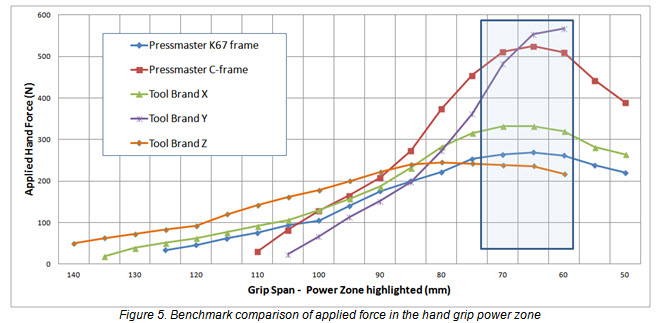
In addition, the connector crimp tensile strength was measured for each tool/connector combination. Pressmaster brand tools provided the greatest tensile strength, and exceeded the industry minimum of 360N by 36% on average (IEC 60852-2, Rev 2006, 6.0 mm2 wire). Table 2 and Figure 5 show test results of benchmark comparisons.
Hand Force and Crimp Tensile Strength Benchmarking Results
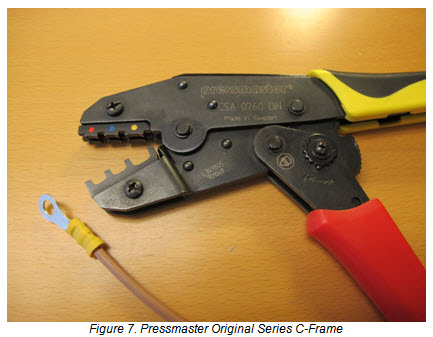
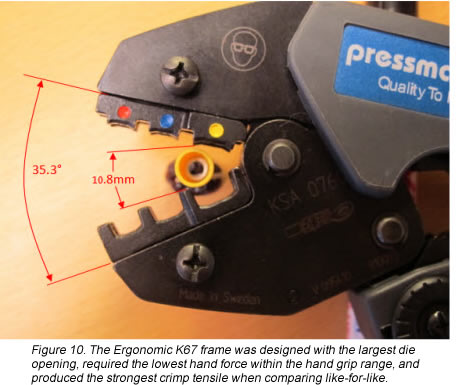
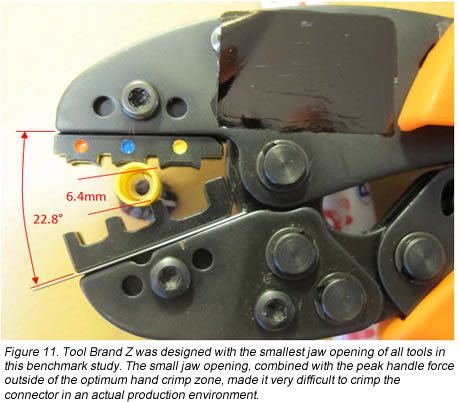
The Pressmaster original C-frame product line was considered best-in-class in its time. The tool offers high quality and diversity, and up to 10,000N of crimp force. The rise in cumulative trauma disorders (such as carpal tunnel syndrome) in the 1990s drove Pressmaster to design a next-generation professional crimp tool with 50% less handle force, with no sacrifice to design quality. The K67 ergonomic tool frame performed the best in the group, with the lowest hand force applied within the optimum power grip span. Tool Brand X performed nearly as well; although the handles were close to 90° from each other in the open position, which makes the initial phase of the crimp cycle difficult for someone with small or average-sized hands. Tool Brand Z did generate a lower hand force, but it occurred very early in the crimp cycle, making the effort to actually compress the connector on the wire in the final crimp phase very difficult. For this benchmark study, Tool Brand Y is the least favorable.


Design Elements: Full Crimp Cycle Ratchet Mechanism
The mechanical performance and reliability of the crimped connection solved only a portion of the requirements needed to design and manufacture a quality, professional crimp tool. For a specific connector and wire combination, it is necessary to achieve a consistent and controlled compression ratio that will provide optimum mechanical and electrical performance within the various industry and application environments. A professional crimp tool will be designed with a full cycle ratchet mechanism that will not release the connector until the optimum compression is obtained. Further design benefits would include a means of adjustment for variation in connector materials, wear, and system tolerances, ensuring consistency in the crimp attributes throughout the useful service life of the tool.
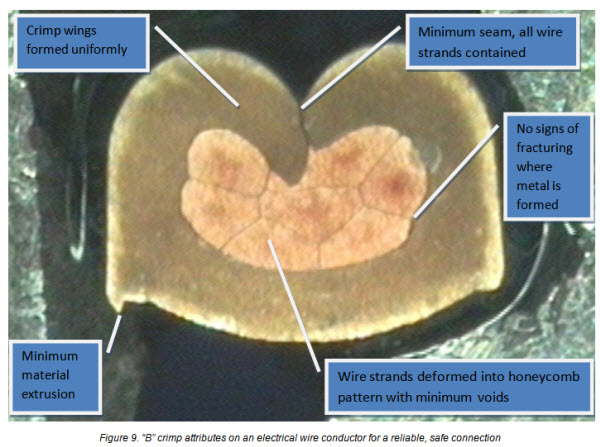
Figure 9 shows a crimp cross-section of an open barrel connector with a “B” crimp. Full conductor compression with no air pockets (gas-tight) is required to ensure good electrical performance over long life in various environmental conditions.
Design Elements: Jaw Opening, Scissor-Action Tools
A final design element of a professional crimp tool would include the jaw opening angle and height. Universal connectors are used in every industry and may be utilized by a variety of end users, including:
- Field service and installation
- Engineering and prototyping
- Laboratory prep
- Assembly workers
Although the connectors are “universal” in size and function, the variety of hand tools proclaiming to be “universal” have wide variations, and may provide variable crimp results. The jaw opening should be wide enough to allow easy access/installation of the connector into the applicable crimp nest. This is particularly important for those applications on a conveyor assembly line, mounted at arm’s length, or in confined areas where access to the dies is not easily achievable.
Upon final analysis of the tools used in Pressmaster’s benchmark study, competitive frames that may have shown a nominal hand force to crimp the connector had very small jaw openings, hindering access to install the connector properly, thus reducing productivity.
Professional crimp tools are used in a variety of industries and in a variety of end-use applications, each with specific criteria for performance. Pressmaster tool designers use those guidelines to create solutions that offer the optimum combination of tensile strength, mechanical stability, and electrical conductivity. Designing and manufacturing quality crimping solutions that address the key characteristics of reliability and consistency ensures a professional connection that lasts.[hr]
By Kellie Coble, Manager – Applications Engineering, Pressmaster AB

- What is a MIL-DTL-28748 Connector? - July 21, 2026
- Omniball®: Reliable Connections for Challenging Designs - May 19, 2026
- Meet BMF: Powering High Precision, Micro-AM Innovation Across Industries and the Globe - May 13, 2026

