The Key to Enriched Medical & Pharmaceutical Manufacturing
The Industrial Internet of Things (IIoT) is fueling a transformative revolution in operations, competitiveness, and innovation in medical device and pharmaceutical manufacturing. The medical industry is rapidly embracing IIoT, driven by the diagnostic and treatment advantages advanced robotics, vision sensors, and industrial data communications devices offer patients and physicians. As newer technologies mature and implementation costs decrease, more manufacturers are expected to engage IIoT solutions.

IIoT involves sensors, cobots (collaborative robots), and connected devices that collect and transfer data to enable manufacturers to improve quality, efficiency, and productivity. In medical device manufacturing, IIoT connectivity plays a crucial role in real-time data optimization and improved process control. Similarly, in pharmaceutical equipment manufacturing, IIoT applications ensure enhanced traceability, regulatory compliance, and process control. IIoT also identifies predictive maintenance opportunities that minimize downtime and maintenance costs.
Both wired and wireless connectivity enables real-time data transmission and remote device control. This connectivity paves the way for unparalleled levels of automation, efficiency, and valuable insights, shaping the future of the industry.
The roadblocks: Challenges in implementing IIoT
Implementing IIoT in medical and pharmaceutical manufacturing comes with several familiar challenges, including:

Phoenix Contact’s SACC series features IP67-rated field-wired M12 circular connector solutions for sensor/actuator and data connectivity applications. These easy-to-install connector types are designed for reliable fieldbus for harsher operational environments.
- Quality & regulatory compliance: In the medical and pharmaceutical industry, ensuring product quality is of utmost importance, given its direct impact on patient health and safety. Therefore, compliance with regulatory standards such as FDA regulations and ISO 13485 (for medical devices) is crucial. The challenge is keeping up with frequently changing regulations and ensuring all equipment and machine components meet stringent standards.
- Cost efficiency & sustainability: Implementing IIoT initially incurs costs as manufacturers invest in new sensors, devices, and software. This must be done as seamlessly as possible to avoid supply chain disruptions, which can have profound implications, from delayed product launches to shortages of essential medicines. Simultaneously, OEMs face pressure to reduce expenses without compromising product quality. The efficiencies IIoT brings can also advance another goal, improving environmental sustainability. This may involve reducing energy consumption and minimizing waste.
- Scalability & protocol diversity: Being the first to market a new product can be a significant advantage. Engineers and decision-makers are often pressured to reduce product development cycles and accelerate time-to-market. However, many manufacturers still use legacy systems that are not compatible with IIoT.Consequently, IIoT devices and systems from different vendors may not share the same protocol to communicate with each other. Additionally, there is a shortage of skilled workers who are qualified to install, maintain, and use IIoT equipment.
- Connectivity & Cybersecurity: Protecting personal data, safeguarding intellectual property (IP), and maintaining trade secrets are important to OEMs and end users. With the increasing use of connected devices in healthcare, engineers and decision-makers must ensure that their equipment, systems, and products remain secure from cyber threats when converging IT-OT
The game changers: Key technologies driving IIoT trends
IIoT is significantly transforming the medical and pharmaceutical manufacturing industries by integrating advanced technology like vision sensors, cobots, and new data communication devices into manufacturing processes. This integration has profound advantages for manufacturing processes, product quality, and operational efficiency.
The mounting demand for advanced robotic solutions: Robotic arms can be used to automate tasks such as assembly, packaging, and testing. Cobots can also be used to perform dangerous or repetitive tasks that would otherwise be performed by human workers.

Banner Engineer’s rugged FDA-grade Q4X sensor series with IO-Link are ideal for leading-edge detection, counting, or presence/absence of clear and challenging objects in items like pill bottles, pharmaceutical vials, and IV liquid bags.
The development of new sensor technologies: The use of sensor technology in medical and pharmaceutical manufacturing has transformed data collection and improved quality control, production process optimization, and equipment performance tracking. For instance, sensors can collect data on the quality of medical devices and pharmaceutical products, facilitating improved product quality and adherence to regulatory standards. In addition, real-time monitoring of environmental conditions, equipment status, and product quality allows for proactive adjustments to maintain optimal manufacturing conditions.
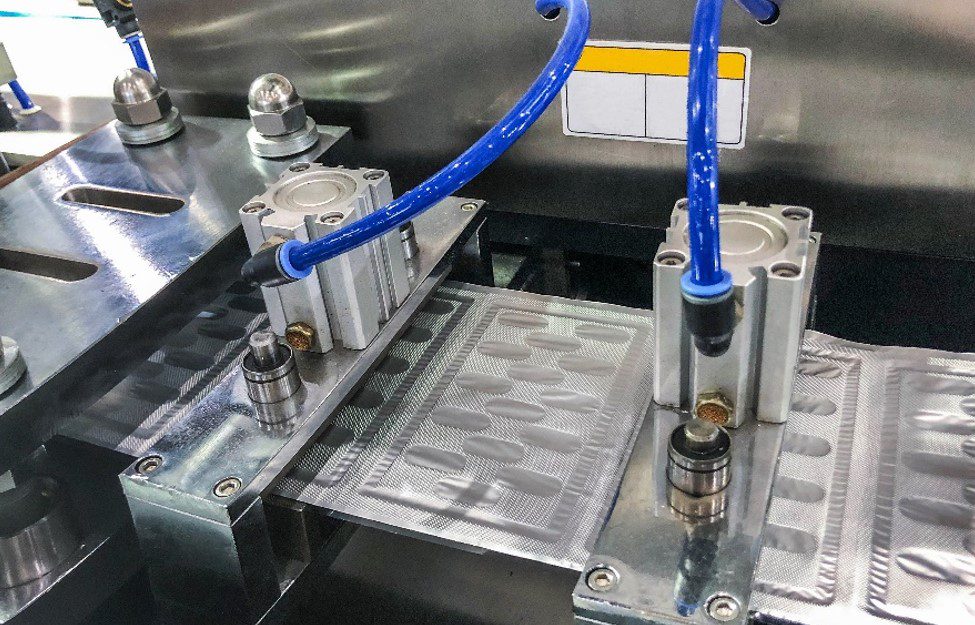
Blister pack packaging in an industrial pharmaceutical production line.
Vision sensors play a critical role in defect detection and tracking material movement. By leveraging these advancements in sensor technology, manufacturers can make data-driven decisions and streamline their operations. Pre-calibrated sensors with plug-and-play inductive connectors make onsite exchange easy, enabling increased uptime.
The increasing use of data communication devices: IIoT-enabled data communication devices enable swift and seamless communication between devices and systems. This interconnectivity allows for efficient data transfer and real-time decision-making, enhancing the overall efficiency of the manufacturing operation. For example, OEMs can implement wireless solutions to connect sensors to machines and devices in manufacturing plants. This data can then be used to monitor the performance of equipment and identify potential problems before they result in downtime. In addition, wireless connectivity enables IIoT manufacturing facilities to move devices around as needed.
Connectivity: The unsung heroes of IIoT-enabled manufacturing
Industrial connectivity is essential for IIoT-enabled manufacturing in the medical and pharmaceutical industries. For example, industrial connectors enable the communication and data transfer necessary for these applications by providing a physical connection between devices. This connection allows devices to exchange data, which can then be used to improve quality, efficiency, and safety in manufacturing processes.
As manufacturing facilities adopt smaller, more robust devices with higher data rate capabilities, modern connectivity solutions that enable easy modularity, fast installation, and high data rate throughput are necessary to achieve new capabilities with as little downtime as possible.

Turck’s IP67-rated Industrial Ethernet cables ensure fast, reliable data transfer on factory floors. They are designed with CAT 5e performance, PoE/PoE+ compliance, and TPE jacketing for moisture and oil resistance. Engineered with prewired molded connectors, they allow for rapid, error-free setup. RJ45 cordsets and male M12 to RJ45 connections are available.
Industrial Ethernet connectivity is crucial for connecting industrial machines and devices in a manufacturing plant to a network. This network can then be used to collect data about the performance of equipment and identify potential problems before they cause downtime. Ideal solutions are typically designed to withstand harsh environments and to provide high-speed data transfer.
- RJ45 connectors are the most well-known type and are used for transmitting protocols like TCP/IP and PROFINET for connected IIoT devices.
- M8 and M12 connectivity solutions can serve as the link between sensors and networks or other devices. Compact, lightweight, and easy to install, these connector types sport a robust contact system, setting them apart from RJ45 alternatives.
- Cable assemblies can also be used to connect sensors to machines and devices in a manufacturing plant. This connection allows sensors to collect data about the environment or the performance of equipment which can then be used to improve quality control and ensure regulatory compliance.
Wireless connectivity solutions allow devices to communicate without the constraints of wires. They are often used in mobile applications or in applications where running wires is not practical. Some common IIoT networking protocols include OPC UA, MQTT, and IO-Link. These protocols enable real-time data exchanges and flexible integration in industrial automation. However, it is important to note that wireless connectivity may have limitations in terms of bandwidth, latency, and security compared to wired connections.
In addition, there are special considerations for connectors that will be exposed to cleanroom or explosive environments. In potentially explosive environments, engineers should prioritize connectors with hazardous area certifications like ATEX or IECEx, and an IP rating of IP67 or higher is recommended. ISO 14644-1:2015 set guidelines for cleanrooms and similar controlled environments. Examples of cleanroom connectors can include hermetic circular connectors, high-density rectangular connectors, and quick-connect connectors engineered with materials such as stainless steel or medical-grade plastic. IP69K ratings are advised for components exposed to corrosive environments or high-pressure cleaning areas.
Looking ahead: embracing the IIoT journey

A sensor and conveyor belt in a production line at a pharmaceutical factory
The future of IIoT in medical device and pharmaceutical manufacturing holds exciting possibilities as more devices in these industries become interconnected, enabling real-time data collection and monitoring for enhanced efficiency, productivity, and quality. Remote monitoring capabilities offer benefits such as improved uptime, cost reduction, and enhanced safety.
The fast-paced nature of the industry requires engineers and decision-makers to stay updated on innovation and technological advancements, such as artificial intelligence (AI) and cloud computing, to remain competitive. The rise of AI for analyzing IIoT data from manufacturing equipment, medical devices, and pharmaceutical products is useful for identifying trends and patterns.

HARTING’s rugged T1 Industrial Series interface was designed to be the standard for industrial SPE applications. The high-speed, space-saving solutions enable secure field-level single-pair Ethernet infrastructure to reliably support Industry 4.0 data requirements.
To this end, cloud computing is widely used for storing and analyzing IIoT data from manufacturing plants and clinical laboratories. New protocols like single-pair Ethernet (IEC 63171-6:2021) support cloud-to-field device communication.
To achieve end-to-end Ethernet technology from sensors to the cloud, suppliers have developed standardized, cost-effective components like single-pair Ethernet (SPE) connectors to meet the scalability, security, and compatibility requirements of Industry 4.0 and IIoT applications.
IIoT connectivity is transforming the medical and pharmaceutical manufacturing industries. However, challenges associated with IIoT adoption, such as sustainability, cybersecurity, and interoperability, must be addressed early in the system design process. Connector selection plays a critical role in supporting IIoT-enabled manufacturing. By providing reliable and secure connectivity, connectors can help devices collect and analyze data, automate tasks, improve decision-making, and ultimately manufacture a better product.
To learn more, visit RS.
Like this article? Check out our other Manufacturing articles, our Medical Market Page, and our 2024 Article Archive.
Subscribe to our weekly e-newsletters, follow us on LinkedIn, Twitter, and Facebook, and check out our eBook archives for more applicable, expert-informed connectivity content.
- The Key to Enriched Medical & Pharmaceutical Manufacturing - June 11, 2024
