Smart Manufacturing Turns 15
Automation, robotics, and a mix of human and machine decision-making combine to create factory floors that are efficient and safe, while also addressing energy, materials, decarbonization, and environmental sustainability. This is the essence of smart manufacturing.

In his article, “The 15th Anniversary of Smart Manufacturing – Grassroots Leadership, Greater Good, Timing, and Perseverance,” Jim Davis, co-founder of the Clean Energy Smart Manufacturing Innovation Institute (CESMII), writes that smart manufacturing (SM) emerged as a national initiative in 2007, though concept discussions date back to a National Science Foundation workshop on cyberinfrastructure in 2006, and even to discussions in 2005. Automation, robotics, and a mix of human and machine decision-making combine to create factory floors that are efficient and safe, while also addressing energy, materials, decarbonization, and environmental sustainability. This is the essence of SM.
What does this look like 15 years in? Digitalizing a factory is a complex undertaking and manufacturers are now seeing the value and taking the leap, but that took some time. In 2016, Phoenix Contact conducted a survey of automotive manufacturers to gauge what the concepts Industrial Internet of Things (IIoT) and Industry 4.0 meant to them. The overwhelming response was that these terms were simply a marketing ploy that offered no value. Today, however, most automotive companies are developing Industry 4.0 architectures and implementing solutions with dedicated staffs. Approaching this from the manufacturers’ (customers’) perspective, Phoenix Contact looked at the questions they were asking.
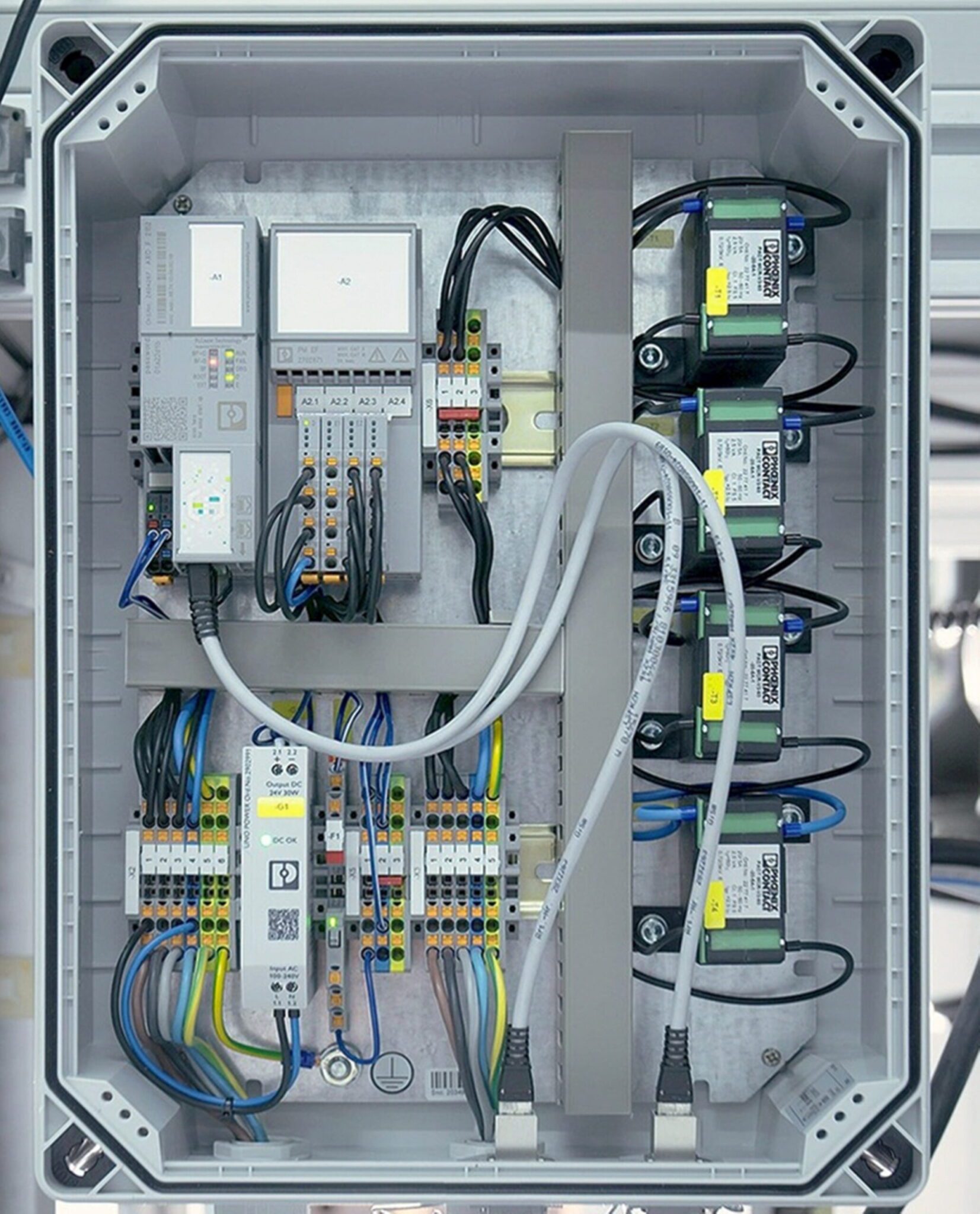
PLCnext is Phoenix Contact’s data collection device, used to extract data from existing machines without disrupting the processes.
Why do manufacturers need more data?
SM is driven by data. According to Michael Brooks, vertical market manager – factory automation at Phoenix Contact, manufacturers benefit from more and better data in three specific areas:
- Overall Equipment Effectiveness (OEE). This includes machine uptime (or reduction of machine downtime). Data helps the customer move from preventive maintenance, which occurs on a schedule and can shut down equipment too soon or too late, to predictive maintenance, which keeps equipment running until it detects factors that indicate a problem is likely to occur. An example would be adding a vibration sensor to an existing machine. The machine vibrating at different frequencies would indicate a pending problem such as bearing failure or worn tooling before the equipment breaks down.
- Quality/Traceability. Every manufacturing process has some form of quality issues. Just a few more data points can provide the necessary insight into the process that will help improve quality. Required traceability documentation of the build process and quality checks require additional data collection and storage.
- Energy Reduction. To meet end users’ drive to obtain zero emissions and carbon neutral manufacturing operations, all plant and facility infrastructure will need to be connected.
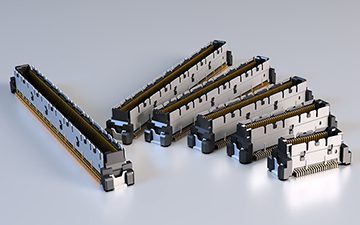
Industry 4.0 and the rise of machines has made the need for first-in-class signal integrity more important than ever. Demands of 5G, AI, and machine learning are driving speeds over 10 Gb/s. Smart connectors like in the PICMG COME-approved Colibri family of products from ept connectors designed for the smart manufacturing world provide signal integrity speeds two times faster than the industry requirement.
How is that data obtained?
In every plant, data is either stranded or siloed, said Brooks. Stranded data exists typically in legacy machines that are not connected, so the information is not being collected or shared. Siloed data exists when a machine is connected, but the data cannot be accessed. “For instance, I’m getting data out of the machine, I’m sending it to my ERP, the enterprise software, but use of that data is restricted exclusively for the manufacturing process, not allowing the access of that data to be used in a way that may benefit me for my machine uptime, quality control, or energy monitoring,” said Brooks. “Smart manufacturing allows customers to extract the data stranded on the factory floor.”
Managing that data can be broken down into four steps: collection, transportation, security, and use.
Data collection – Data is extracted from existing machines and processes. Customers need to determine the type of data needed to address a particular problem, whether additional data is needed, and whether the data will go to the cloud or remain local.
Data transportation – In most cases, data is moved from the factory floor to the enterprise level. Customers need to determine the amount of data, the source and destination, and whether this will be done with a wired or wireless connection.
Data security – The transfer of data from the factory floor to the enterprise or cloud, creates potential vulnerabilities. Therefore, a layer (or multiple layers) of security are established to control access and protect the data.
Data usage – Depending on how the customer wants to use the data, several options are possible. These include:
- Process and display the data on the edge.
- Send it to a SCADA package such as Ignition for central dashboard views.
- Send it to a cloud service such as ProfiCloud or AWS for global enterprise access

At the Digital Factory in Bad Pyrmont, Phoenix Contact gains experience as a company managing its own smart manufacturing facility while also having a place to show customers what is possible. “In this way we walk alongside the customer in this smart manufacturing journey,” said Brooks.
What’s next?
Brooks explained that, in the present state, we can extract the data and display it graphically, but acting on it is still a manual process. “I now begin to trend things and anticipate that the machine is behaving in a way that may lead to a failure, or that my quality control is drifting, but it still takes human intervention to change it. The next frontier, then, is adding artificial intelligence to that data, to automate the corrective action needed based on the new data coming in. Applying artificial intelligence, and what they call machine learning — kind of a step before artificial intelligence, is just starting now.”
To learn more about the companies mentioned in this article, visit the Preferred Supplier pages for Phoenix Contact and ept connectors.
Subscribe to our weekly e-newsletters, follow us on LinkedIn, Twitter, and Facebook, and check out our eBook archives for more applicable, expert-informed connectivity content.
- Connectors Adapt to Changing Battery Regulation - August 4, 2026
- Aviation Connectors Product Roundup - August 4, 2026
- August 2026 New Connectivity Products - August 4, 2026




