Advanced Machining Solutions Achieve Precision Lead-Free Metal Alloy Connector Parts
The search for lead alternatives has brought great innovation to metal work for use in electronics. Learn about advanced machining processes that produce high-quality, precision connector components.
By Massimiliano Domeniconi, Vice President of Machine Sales, Mikron Corp.
A few years ago, when the first stages of the European environmental law RoHS (Restriction of Certain Hazardous Substances) went into effect, the need to remove lead from alloys first impacted the food sector (e.g., water faucets and manifolds). Now environmental protection is moving into all sectors and inspiring many technological changes and innovations across every step of the electronics manufacturing process.
RoHS (Restriction of Certain Hazardous Substances) requires the elimination of hazardous materials, including the lead in metal alloys, from all production processes. Several other countries, including Japan, China, India, and Korea, plus a few U.S. states, also restrict the use of lead and other substances that pose hazards to human health and development. New materials are being used in many industrial branches, such as mechanics, electromechanics, electronics, and software. This affects the high-quality components used in today’s increasingly complex connectors.
The RoHS 2002/95 / EC directives required the elimination of lead from metal alloys in all products sold in the European Union after 2006. A 2019 update brought a total of 10 substances deemed a risk to human health and development under RoHS restrictions.
Problems and solutions for lead-free brass machining
Electrical connectors are, in most cases, made of brass. Removing lead from brass has a number of consequences when processing pieces in large volumes.
Roughness
The amount of roughness is of fundamental importance. When machining on lead-free brass with traditional tools that have cutting geometry for leaded brass, it is difficult to obtain the minimal roughness required by modern electrical connectors to ensure high specific amperages. If there are roughness problems, the tolerances are automatically affected as well. With an appropriate cutting-tool geometry, it is possible to obtain the previous level of roughness and reach the values required by the market, approximately Ra 0.40 µm.

Examples of lead-free brass electrical connectors: on the left, machined with dedicated technology (cutting tools and cutting parameters), on the right, machined with traditional technology
Tolerances
Conventional cutting tools are unreliable for achieving form tolerances because of the so-called “material rejection” phenomenon: sometimes the tool cuts well and sometimes it rejects what it is cutting. A small temperature or lubricant variation is enough to trigger this. Variations on the diameter (ovalities) or errors in length make it impossible to maintain the tolerances of ± 0.0004” on the diameters required by the latest high-tech connectors. A more aggressive cutting-tool geometry (like that of aluminum) makes the process more reliable.

Roundness measurement of an electrical connector
Cutting tool life
To overcome the difficulties with quality, users often employ tools with more aggressive cutting angles. Unfortunately, in the machining of unleaded brass, these tools quickly lose their cutting edge, drastically reducing the tool life to a few tens of minutes. This raises the cost of producing the piece to the point of unprofitability and dramatically affects the efficiency of the entire system.
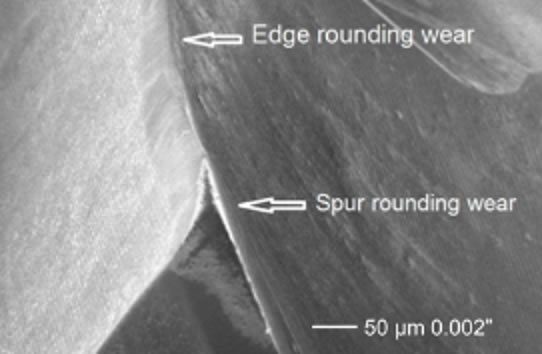
An example of a cutting tool with evident signs of wear.
Overheating of the material
Connectors often have areas with thin walls, and if the tool cutting edge is not perfect, the material in these areas can overheat. This thermally affects the material to the point of making the produced part inoperable (the annealing of the material makes it lose its elasticity). Tests have also highlighted new lubrication parameters. For some machining operations, it was necessary to adopt lubrication through the tool. This can be easily retrofitted on modern and flexible transfer machines.
Long chips
Long chips create skeins and dams that prevent their evacuation and tend to pile, making automatic production impossible. The tool must be shaped to avoid long chips, and chip breakers must be used.
Mikron Machining has carried out numerous tests in collaboration with Mikron Tool to determine the best parameters to achieve high quality without losing productivity. Mikron Tool has developed processes for the successful use of lead-free tools with specific cutting geometries and spirals for this material. Tests have shown that the oversize between roughing and finishing operations is important in order to guarantee the connector tolerances and a good tool life without overheating the thin connector walls.
Different techniques for machining a connector
Piece dimension: Ø=0.12” L=1”


Traditional leaded-brass material and cutting tools (carbide) with traditional geometry for leaded brass.
- Lead-free brass material and traditional tools for leaded brass. The deterioration of the quality of the piece produced is unacceptable.
- Lead-free brass material, tools with aggressive geometry, and adapted machining parameters. The overheating of the piece and the loss of productivity due to the very short tool life and reduced cutting speed are unacceptable. The quality of the component is slightly out of tolerance.
- Lead-free brass material, successful tools, and cutting parameters.
The new process for lead-free brass machining (dedicated tools, parameters, and machinery) maintains the quality of the piece without losing cutting speed. There is a negligible reduction in tool life but not enough to substantially reduce the efficiency of the system.
This technology can be applied not only to electrical contacts, but to any brass piece, such as parts for faucets, locks, and decorative elements.
A very similar technology is also applied in the machining of steel, which no longer has to contain lead or sulfur. These two elements had the beneficial effect of reducing chip length; the short chip is particularly well-suited to machining with automatic machines.

Examples of lead- and sulfur-free steel chips, with dedicated technology (left) and with conventional tools
Modern tool monitoring ensures reliable production
Dedicated tools for lead-free brass machining and optimized parameters allow economical production despite the elimination of lead from electrical connector alloys. However, premature wear of the tool cutting edge could have negative consequences on the quality of the produced parts.
At the high production rates of a modern transfer machine, a worn tool edge could produce thousands of defective pieces in as little as 30 minutes. Recovering them from the containers of finished parts is a long and risky undertaking; missing even one defective piece could compromise the reputation of the manufacturer. For this reason, the entire production batch should be thrown away.
To avoid this, high-tech companies have recently launched tool monitoring systems with increased sensitivity and extremely fast sampling. Tool wear can be detected immediately, initiating an immediate stop of the machine that allows the operator to replace the worn tool and remove the few pieces of non-compliant quality. Tool monitoring systems are also easy to use, thanks to machine learning processes that automate the learning of load limits.

Mikron’s miTool advanced tool-monitoring system ensures surface finish and tolerances over time by detecting tool wear immediately. Damaged tools can be replaced before thousands of defective parts are produced.

Mikron’s Multistar CX-24 rotary transfer machine is particularly suitable for reliable mass production of complex and accurate electrical contacts in lead-free copper base alloys.
Visit Mikron to learn more about high-performance machining solutions.
Like this article? Check out our other articles on Contacts, our Materials Market Page, and our 2023 and 2022 Article Archive.
Subscribe to our weekly e-newsletters, follow us on LinkedIn, Twitter, and Facebook, and check out our eBook archives for more applicable, expert-informed connectivity content.
- Camera Connectivity for ADAS Systems and Autonomous Driving - August 4, 2026
- Make Way for SPE: A New Standard for Industrial IoT - July 28, 2026
- The Key to Preventing Connectivity Failures in Harsh-Environment Vehicles - July 21, 2026




