Building Better Interconnects for Space-Grade Applications
Designing electronics that leave Earth calls for a more thoughtful approach, from specialized materials to high-reliability form factors to close relationships with space agencies and regulatory organizations.

Space-grade connectors can go where no man has gone before. Precision-engineered and specifically qualified, these exceptional interconnects are fit to endure the unique harsh environment conditions of life beyond Earth.
Electronics that are part of space-bound equipment must first resist the high heat and shock and vibration of launch operations, including the separation of equipment units from rocket launchers. Next, they must withstand the gravitational pull of various orbits and environmental conditions that range from extreme low temperatures and radiation exposure to vacuum conditions. Once they reach their final position or destination, these electronic systems must be rugged enough to perform reliably for the duration of the endeavor — which may culminate in a return to Earth and a repeat of all the extremes faced during the beginning of the journey.
Requirements for space travel
Designers of space-bound equipment can’t simply specify any high-reliability component off the shelf; space-qualified components undergo a very strict set of screening and qualification processes to meet the rigors of their operating environments. The U.S. Department of Defense, the European Space Agency, and other international bodies outline precise requirements for passive and active components and have issued standards for commonly used space-grade components. Additionally, connector and cable harness manufacturers must meet IPC/WHMA 620 Space Addendum requirements for thermal cycling and vibration.
To meet all these requirements, suppliers that offer space solutions work closely with customers and space agencies to design and test these products to achieve manufacturing, materials, and performance standards. A combination of strategic design, premium materials, shielding, and an extreme battery of test procedures is essential to protect the safety of people on the ground and in manned spacecraft, and ensure the performance and longevity of the critical electronics that are at the heart of a new generation of space equipment.
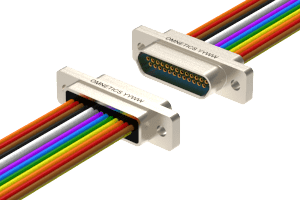
Omnetics’ nano-D (MIL-DTL-32139) and micro-D (MIL-DTL-83513) connectors are used in space-bound equipment such as satellites, Mars rovers, manned space vehicles, the James Webb Telescope, and other projects. They allow for miniaturization and high density, while also having hardware retention features.
Eric M. Bergquist, project engineer at Omnetics Connector Corp., said Omnetics recently introduced more standard ways for customers to add high-data-rate connections while maintaining the standard Nano-D interface, size envelope, and space-related requirements. “This enables us to serve customers who are integrating Ethernet and other high-speed protocols into communications and observations missions,” said Bergquist. “A common custom feature is hybridizing different sizes of contact (nano, micro, or D-sub) into the same connector, allowing the customer to reduce component count and board space.”
Omnetics uses NASA screening requirements from Table 2C and 2J of EEE-INST-002 to help guide designers of space equipment in the selection of qualified products, said Bergquist. Space-qualified housings require specific metals; nickel-plated aluminum is used almost exclusively to save weight while maintaining corrosion resistance, although titanium is also used for applications with extreme temperature requirements. For plastic or composite elements such as cable jacketing or seals, low outgassing materials are required. “Omnetics can produce most of our designs to pass outgassing bake-out testing,” said Bergquist. “Most space applications require each individual material used to pass E595-77/84/90 (NASA outgassing specification, TML, and CVCM). No adhesive shrink tubes can be used; instead we use epoxy or band clamps to retain covering materials.”
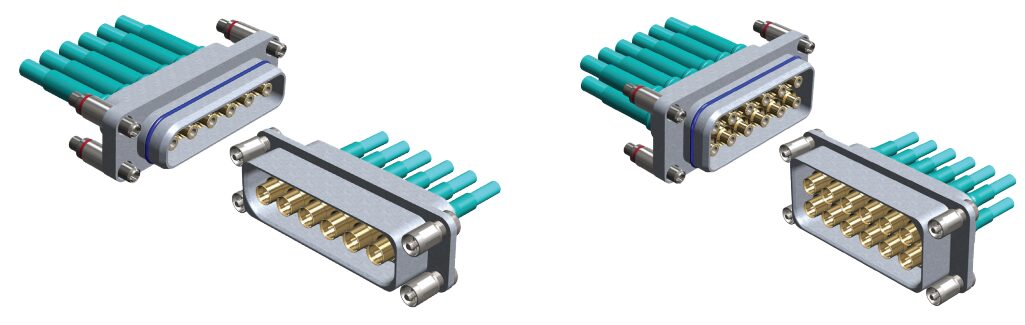
CarlisleIT’s Multiport Quick-Connect Harness with push-on type RF interface is designed to reduce time and cost for the integrator without impacting reliability or performance. With 40 GHz operation, a single configuration addresses all satellite communication bands.
CarlisleIT has sent interconnects into space on missions including the NASA Voyager, Cassini, JPL Mars Rover, James Webb Telescope, Artemis, SDA’s Tranche 1 Transport Layer (T1TL), NASA Solar Cruiser, NASA Europa Clipper Spacecraft, and SBIRIS. “As a baseline, CarlisleIT complies with many of the US and EURO industry standards including our on-site training of operators to make sure we comply within the IPC-J-STD-001 and NASA-8739 standards,” said Erick D. Ornelas, Strategic Space Business Development manager at Carlisle Interconnect Technologies. “At a high-level we prioritize size, weight, features, and product life cycle for the materials and products we select since we understand cost and reliability are important factors for our space customers. In addition, CarlisleIT has a long list of testing and inspection capabilities to which many are performed within our own facilities.”
In order to ensure that every component sent into space contributes to the success of the mission, CarlisleIT collaborates closely with its customers to solve problems.
“Our team begins by understanding the customer’s set of requirements and application parameters, followed by a review of a compliance matrix comparing our standard solutions that are readily available,” he said. “CarlisleIT’s wide range of space-grade standard solutions helps channel the discussion to provide a custom solution that is taking into consideration the design-cost and lead-time with an agreeable set of testing and qualification requirements. However, because of our legacy of developing products from wire/cable and connectors, our custom capabilities expand beyond our standard solutions.
Space-grade materials
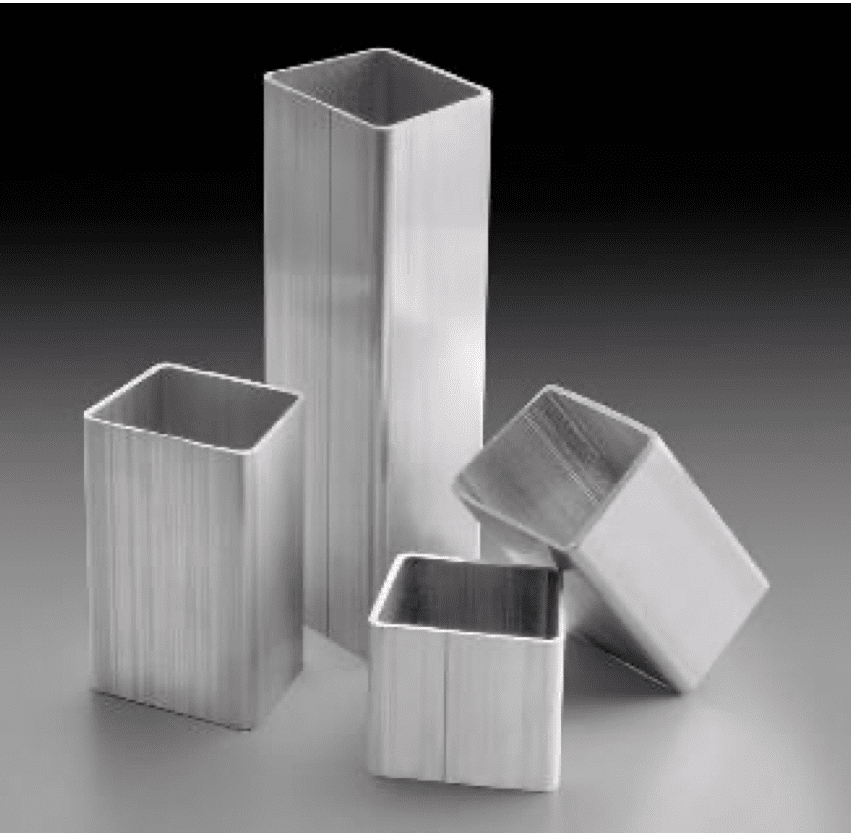
Materion’s SupremEX family of metal matrix composites (MMCs) offers a balanced combination of properties that is unmatched by conventional metals and alloys. SupremEX MMCs are stronger, stiffer and lighter, making them ideal for use in aerospace components, satellite structures, and optical systems.
Building space-grade interconnects begins at the materials level. Metals, plastic, substrates, and films must meet strict outgassing, strength, and durability requirements. Materion Corporation has contributed to major U.S. and international space and astronomy missions since the 1960s, including Project Mercury, the Hubble Space Telescope, Landsat, the Mars Rover Perseverance, Legacy Survey of Space and Time (LSST), the GENESIS mission, and the James Webb Telescope. The company’s solutions for space include materials such as antireflective coatings for beam applied optics, custom bandwidth filters, thin film optical and non-visible wavelength coatings, and other innovations that can be used in space structures, imaging, and ground-based astronomy applications. Materion’s lightweight metal matrix composites (MMCs) meet requirements for high strength and stiffness that optimize a range of satellite applications.

The M-Cable from Trexon, a Cicoil company, is a custom flat cable designed for space-bound applications. Customers can use the online configurator tool to explore possible solutions, and then work with Cicoil’s engineering team to ensure that every element meets the requirements for space.
Cicoil’s engineered products for use in space and high-reliability military equipment include an extremely small and lightweight Camera Link cable solution for a customer that develops CubeSats, a class of spacecraft called nanosatellites. Cicoil provided fully terminated assemblies certified to IPC 620 Space Addendum that met test requirements for outgas, bend radius, flex cycles, Camera Link protocol, electrical and signal. Its dual shielded design has an inner foil shield that provides 100% coverage, and an overall tinned copper braid with 90% coverage. A durable, yet flexible PFA insulation is layered between each shield, which protects the inner foil shield from making contact with the outer tinned copper braid. The flat design requires less space than round cable, ultra-fine conductor strands reduce weight while providing unsurpassed electrical/signal attributes. Parallel conductors and a Flexx-Sil™ Jacket provide mechanical strength, superior flexibility with durability under continuous motion.
Continually advancing electronic designs are allowing equipment and humans to explore amazing new frontiers and delivering scientific knowledge and astounding images back to Earth. As interconnects become more powerful, these journeys into space will go further than we ever imagined.
Like this article? Check out our other How to Specify, Harsh Environment, Mil/Aero Market articles, and our 2022 and 2023 Article Archives.
Subscribe to our weekly e-newsletters, follow us on LinkedIn, Twitter, and Facebook, and check out our eBook archives for more applicable, expert-informed connectivity content.
- EU Battery Regulation Prompts Design Changes for Battery Connectors - July 14, 2026
- What is an LGA Socket? - June 30, 2026
- What is a Speed Sensor? - June 23, 2026




